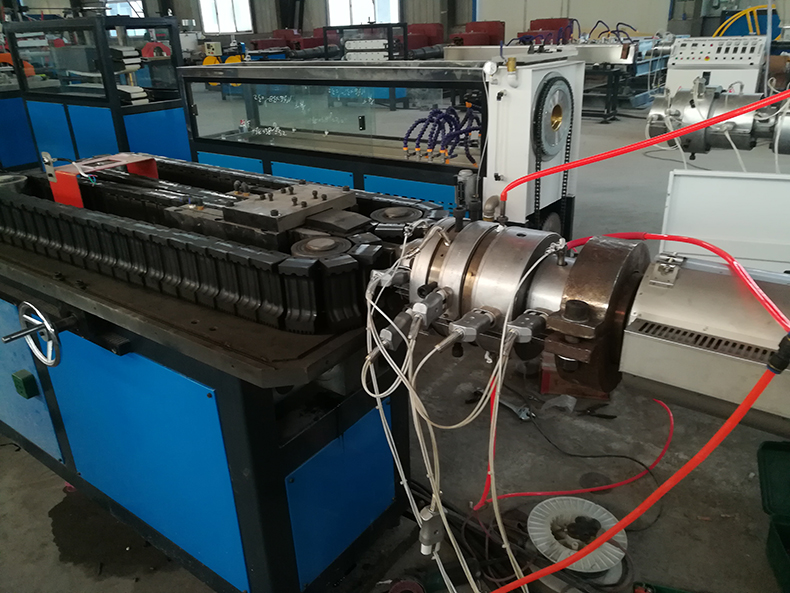
在塑料制品加工领域,挤出成型作为一项基础且应用广泛的工艺,其设备性能直接关系到生产线的综合效益。近年来,随着材料科学与自动化技术的深度融合,新一代塑料挤出机正凭借显著的能效优化、稳定的工艺控制以及灵活的产线适配能力,成为制品企业提升竞争力的关键环节。
一、 设备核心优势:从驱动到输出的系统性提升
1. 高效节能的驱动系统
现代塑料挤出机普遍采用交流变频电机或永磁同步电机,配合智能控制系统,能够根据负载变化实时调节转速与扭矩。相比传统直流或定速电机,此类配置在低转速工况下依然保持高功率因数,减少无功损耗。实际生产表明,新型驱动方案可使单位产量电耗降低15%至25%,尤其适合长期连续运行的管材、型材、片材生产线。
2. 优化的螺杆与机筒设计
螺杆作为挤出机的“心脏”,其几何参数与表面处理技术不断进步。通过引入分离型、屏障型或混合元件结构,新型螺杆增强了固体输送能力与熔体均化效果。机筒内衬双金属或采用氮化工艺,耐磨与耐腐蚀性能提升,延长了设备大修周期。同时,分段式温度控制配合闭环冷却系统,使各工艺区段的料温波动控制在±1℃以内,直接保障了制品尺寸精度与外观质量。
3. 智能化的过程控制平台
集成PLC与工业触摸屏已成为标准配置。操作人员可预设多种产品配方参数,系统自动完成开机、换网、停机流程。在线粘度监测、熔体压力闭环调节及远程诊断功能的加入,使得挤出机能自适应原料批次差异。当出现堵塞或温度异常时,设备自动降速或报警,减少废品产生。部分高端机型支持与工厂MES系统对接,实现生产数据实时追溯。
4. 模块化与快速维护设计
为适应多品种、小批量的生产模式,挤出机厂商普遍采用机架、齿轮箱、喂料系统、换网器、模具接口的模块化设计。更换产品规格时,仅需切换对应模块,换模时间可从数小时压缩至30分钟内。此外,铰链式机筒盖、快拆滤网装置及自润滑轴承的应用,使日常清洁与保养操作简便,降低了操作人员的技术门槛。

二、 市场发展趋势:循环经济与数字化双轮驱动
1. 再生塑料加工需求持续扩大
随着全球及中国“限塑令”升级与碳中和目标推进,消费后回收(PCR)塑料与工业废料再利用成为刚需。传统挤出机处理高杂质、低堆积密度再生料时易出现过滤负荷大、熔体不稳定等问题。为此,多家设备企业推出专用排气式挤出机,配备加深喂料段螺槽、强制喂料装置及大过滤面积换网器。此类设备能直接加工清洗破碎后的薄膜、编织袋、硬质塑料碎片,减少预干燥或造粒环节,使再生料制品成本下降20%以上。
2. 高附加值特种材料挤出技术突破
工程塑料(如PA、PC、POM)、生物降解塑料(PLA、PBAT)及复合材料对挤出机提出更高要求:加工窗口窄、热稳定性敏感、熔体强度差异大。市场趋势是开发长径比(L/D)达36~42的精密挤出机,配合失重式喂料系统与多点温度独立控制。例如,在PLA片材挤出中,通过优化螺杆压缩比与冷却定型段,可实现透明、无晶点的包装材料。同时,用于汽车轻量化或5G通信的碳纤维增强热塑性复合材料,需要挤出机具备低剪切、高混合效率的温和塑化能力。
3. 数字化服务与预测性维护普及
挤出机不再是孤立设备。通过物联网(IoT)网关,设备运行数据(振动、电流、温度、产量)上传至云平台。设备供应商利用历史数据建立健康模型,向用户提供预测性维护建议——例如提前2周提示齿轮箱轴承磨损风险。这种服务模式降低了非计划停机时间,尤其对医疗管路、电线电缆等连续生产行业价值显著。此外,部分企业推出AR远程协作系统,技术专家可通过摄像头指导现场人员完成复杂故障排除。
4. 产线集成与工厂自动化协同
现代挤出车间正从单机控制向整线联动演进。一台挤出机可自动匹配上游原料干燥系统、下游牵引机、切割机或收卷机的速度与张力。例如,在塑料管材生产线中,挤出机挤出量波动时,牵引速度自动补偿,确保壁厚均匀;在异型材生产中,定型台真空度、冷却水温与挤出速度形成闭环。这种协同使整线操作人员需求从3-4人减少至1人,同时降低原料浪费。
综上所述,塑料挤出机设备正通过能效提升、智能控制及模块化设计,解决传统加工中的高能耗、低稳定性痛点。而市场对再生料加工能力、特种材料适配性及数字化服务的迫切需求,将持续推动挤出技术向更高效、更清洁、更智能的方向演进。对于制品企业而言,选择与自身产品定位匹配的挤出机方案,将成为实现差异化竞争的重要举措。